🚗
Product Range & Applications
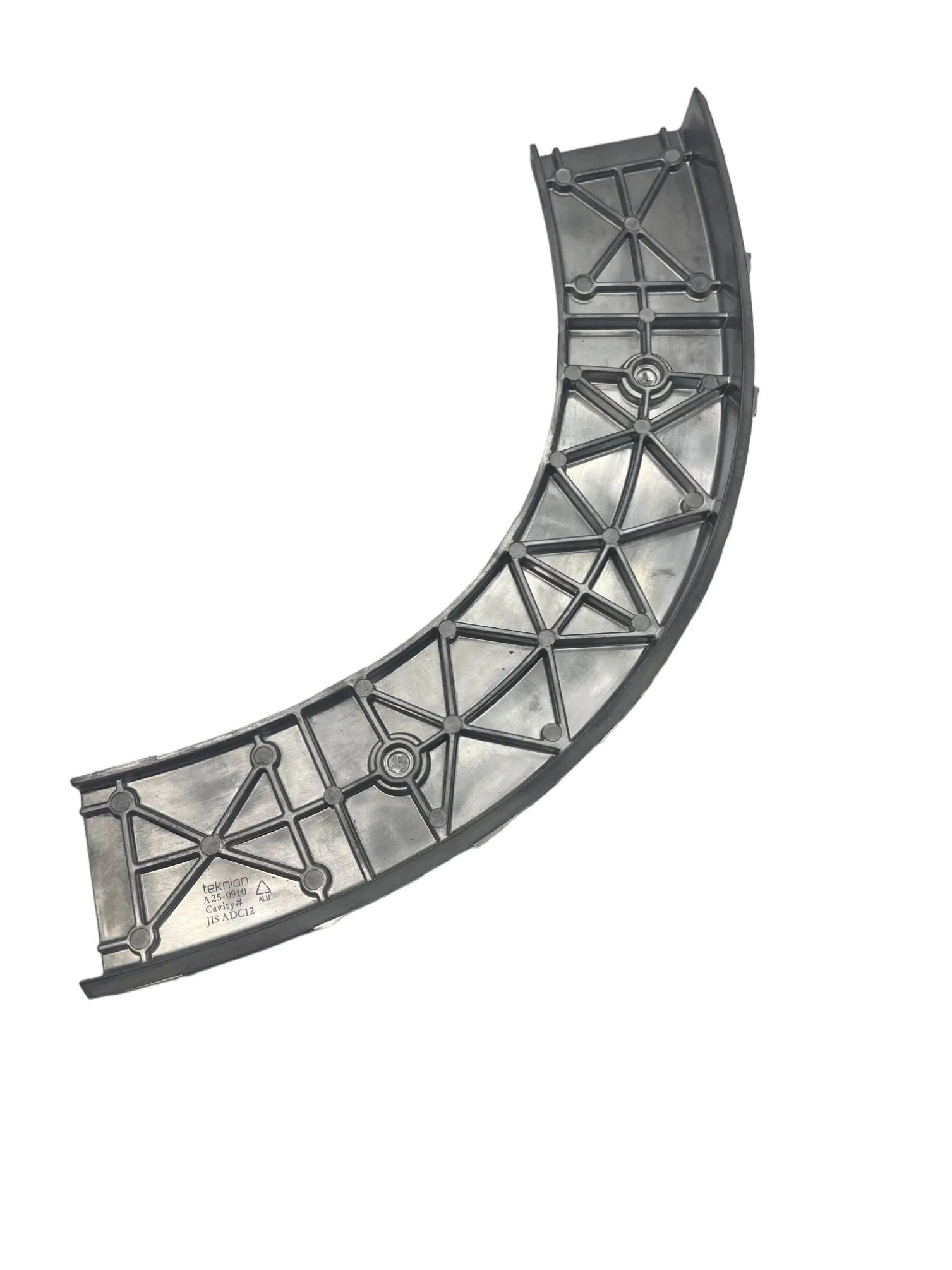
Product Highlight: Bumper & Water Tank Protection
The front bumper deflector / front bumper lower skirt / water tank lower guard plastic plate plays a crucial role in guiding airflow, protecting the lower part of the front bumper and related components. It assists in reducing air resistance and protects vital parts like the water tank.
Broad Material & Process Range
Materials:
- Aluminum alloy (A380, ADC12, ADC10, 6061)
- Zinc alloy (ZAMAK3, ZAMAK5)
- Brass alloy (Si9Cu3, Cuzn-37)
- Iron (Nodular Iron, Ductile Iron)
Processes:
- Die casting & Gravity casting
- Sand casting & Stamping casting
- Extrusion profile & Pressing casting
- Precision CNC Machining
❓
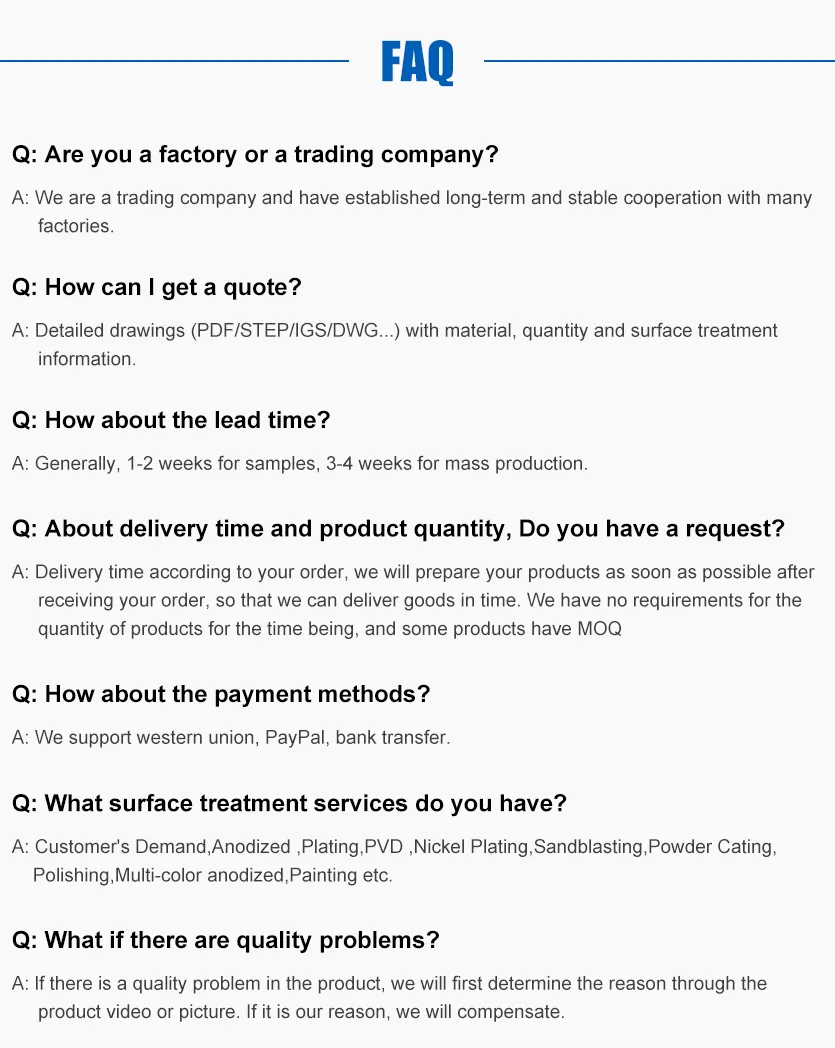
Frequently Asked Questions
Q1: What aluminum alloy grades are commonly used for machinery parts?
We utilize various grades including ADC12 for excellent fluidity, A380 for high strength and heat resistance, and A360 for superior corrosion resistance in marine or outdoor applications.
Q2: What is the achievable dimensional tolerance for high-precision parts?
Standard tolerances are ±0.1mm per 25mm, while for high-tolerance requirements, we can achieve precision up to ±0.05mm per 25mm.
Q3: What types of surface finishes do you provide?
We offer a wide range of finishes including polishing, E-coating, powder coating, anodizing (5-25μm), and painting to meet various aesthetic and functional needs.
Q4: What is the minimum wall thickness recommended for structural integrity?
For aluminum die casting, a minimum wall thickness of 1.5mm is recommended to ensure structural integrity and proper mold filling.
Q5: How is the quality of the castings inspected for internal defects?
We ensure high quality through X-ray inspection to maintain porosity levels below 3% by volume, as well as CMM for dimensional accuracy and salt spray testing for corrosion resistance.
Q6: What certifications do your production processes follow?
Our processes and products comply with international standards including CE, RoHS, ISO 9001:2000, and ISO 9001:2008, ensuring global quality compliance.